Email format error
Email cannot be empty
Email already exists
6-20 characters(letters plus numbers only)
The password is inconsistent
Email format error
Email cannot be empty
Email does not exist
6-20 characters(letters plus numbers only)
The password is inconsistent


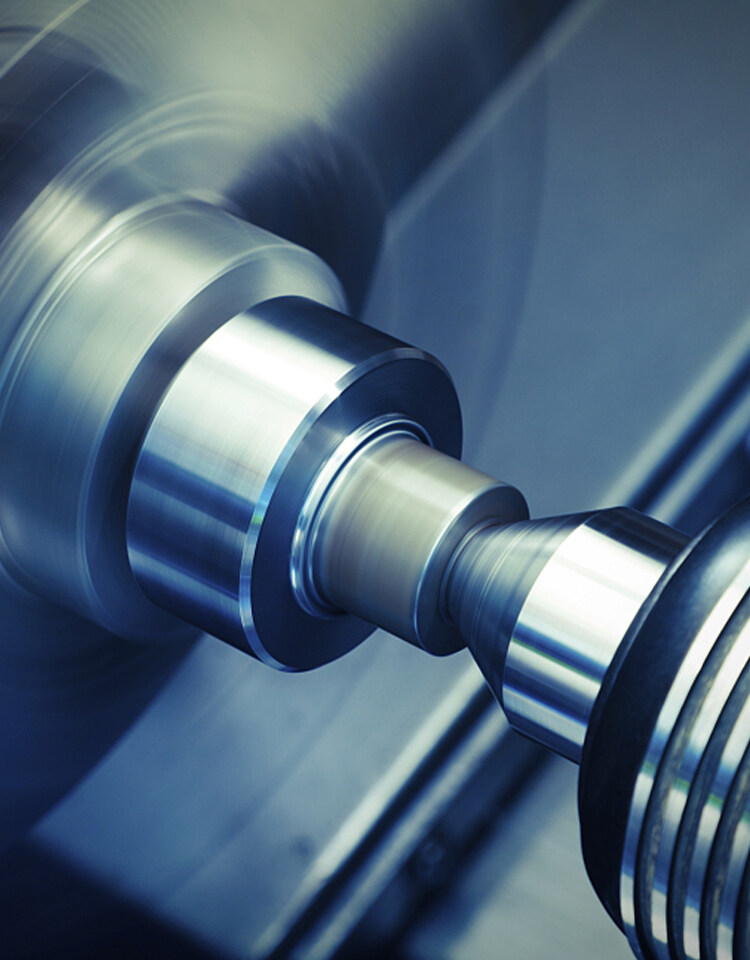
CNC turning center can process various revolving surfaces, such as inner and outer cylindrical surfaces, inner and outer conical surfaces, threads, grooves, end faces and forming surfaces, etc., the machining accuracy can reach IT8-IT7, the surface roughness Ra value is 1.6~0.8. It is often used to machine parts with a single axis.
The principle of tool setting of CNC turning center:
After the workpiece is fixed and clamped on the machine tool, the position of the workpiece on the machine tool must be determined so as to be linked with the original coordinate system of the machine tool. The specific position of the workpiece is realized by tool setting, and the determination of this process is to determine the programming coordinate system of the workpiece (ie, the workpiece coordinate system). Programming and processing are carried out with reference to this coordinate system.
The workpiece coordinate system is first established on the part drawing. All geometric elements on the part have pre-determined positions, and the origin of the workpiece coordinate system is a feature point on the part drawing to establish a coordinate system, so that the programming coordinate system and the workpiece can coordinate systems coincide.
Features of CNC turning center:
1.It is easy to ensure the positional accuracy of each machining surface of the workpiece.
For example,
(1). It is easy to ensure the coaxiality requirements. Use the chuck to install the workpiece, and the rotation axis is the rotation axis of the lathe spindle. Use the front and rear to install the workpiece, and the rotation axis is the center line of the two;
(2).It is easy to ensure the perpendicularity between the end face and the axis. The perpendicularity of the horizontal slide guide to the axis of rotation of the workpiece is required;
(3).The cutting process is relatively stable, avoiding inertial force and impact force, allowing the use of larger cutting amount and high-speed cutting, which is conducive to the improvement of productivity.
2.It is suitable for the finishing of non-ferrous metal parts. When the surface roughness of non-ferrous metal parts is large and the Ra value is required to be small, it is not suitable to use grinding, but turning or milling is required. High quality can be achieved when fine turning with diamond turning tools.
3.The tool is simple. The turning tool is more convenient to manufacture, sharpen and install.
The lathe is the basic body of the CNC turning center, and the functions of power milling, drilling, boring, and sub-spindle are further added on the basis of it, so that the second and third processing of the turning parts are completed at one time on the turning center.
The CNC turning center is based on the ordinary CNC lathe, with the addition of the C axis and the movable cutter head. More advanced CNC lathes have tool magazines that can control three axes of X, Z and C, and the linkage control axis can be (X, Z), (X, C) or (Z, C).
Due to the addition of C-axis and milling power head, the processing function of this CNC lathe is greatly enhanced. In addition to general turning, radial and axial milling, surface milling, and holes and diameters whose centerline is not in the center of rotation of the part can also be performed, etc.