Email format error
Email cannot be empty
Email already exists
6-20 characters(letters plus numbers only)
The password is inconsistent
Email format error
Email cannot be empty
Email does not exist
6-20 characters(letters plus numbers only)
The password is inconsistent


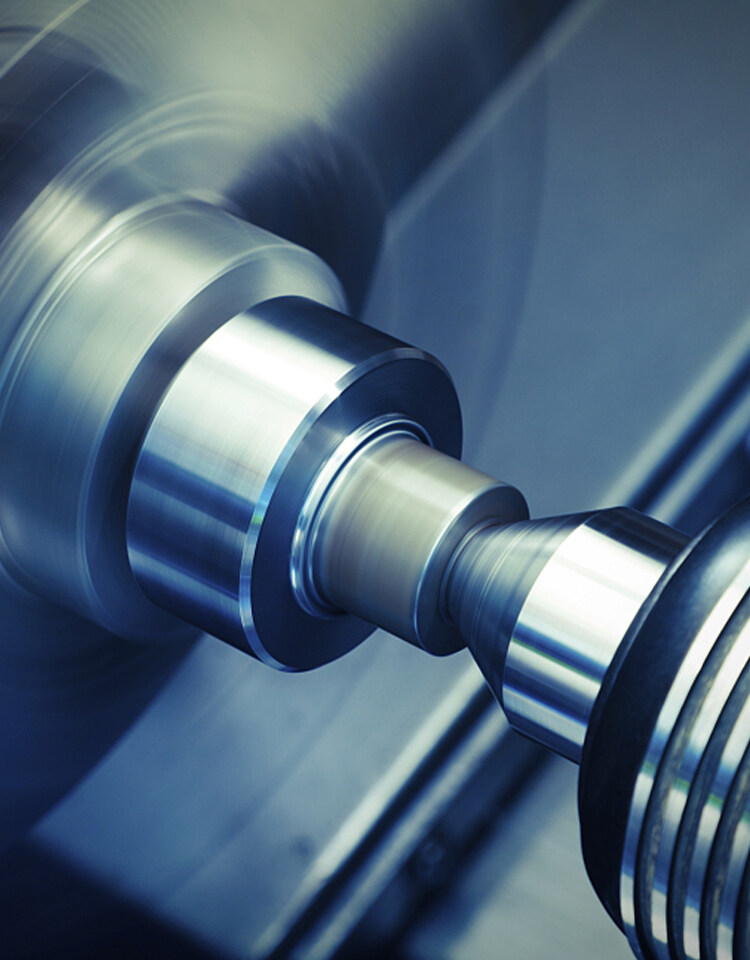
Difficulties in machining long shafts: 1. The rigidity of slender shaft is very poor, which is prone to bending and vibration under the action of cutting force, gravity, etc. 2. In the process of cutting, the workpiece is greatly stretched when heated, which aggravates the bending deformation, and in serious cases, the workpiece will be stuck between the centers. 3. It takes a long time to feed once during machining, and the tool wear is large.
① The rigidity of the workpiece is improved by using a center rest and a tool rest.
② Increase the main deflection angle of the turning tool and reduce the back force
③ The reverse feed cutting method is adopted to make the workpiece subject to axial tension and eliminate vibration;
① The elastic rotary center is used to compensate for the thermal deformation elongation of the workpiece.
② Fill sufficient cutting fluid to reduce the cutting temperature.
③ The cutting tool is kept sharp to reduce the friction and heat between the turning tool and the workpiece;
① Hard alloy materials with good wear resistance shall be selected.
② The geometric shape of the turning tool shall be reasonably selected.
③ Precisely sharpen the tool and reduce the tool surface roughness value.
For more information about long shafts from China, plz feel free to contact us.